
PRODUCT CENTER
产品中心

手 机:+86 13823531619
邮 箱:xhautomatic@foxmail.com
电 话:+86 0769-82222336
网 址:www.xhautomatic.com
地 址:东莞市寮步镇沿河北路7号松湖智谷产业园D2栋4楼
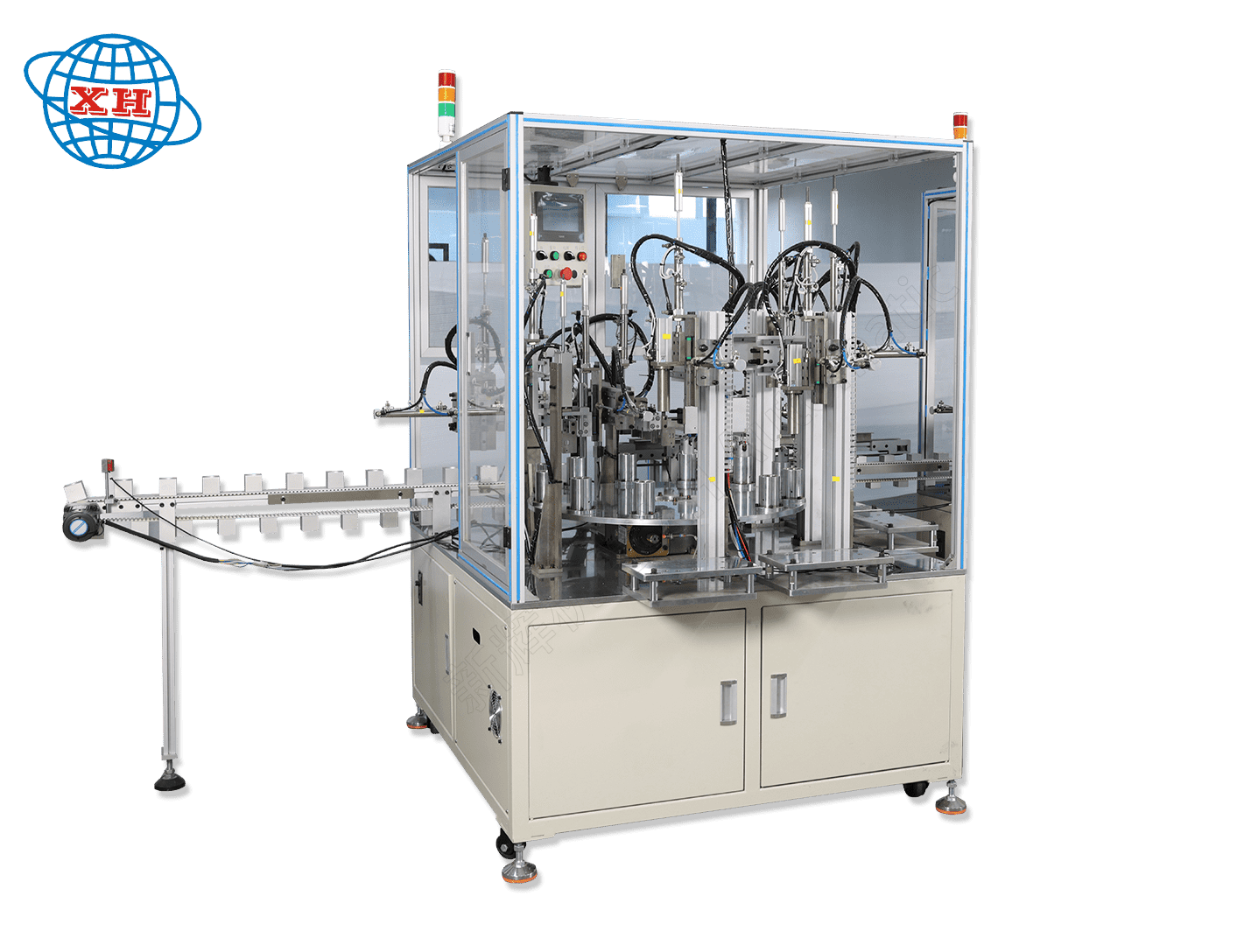

产品规格、范围:以客户提供产品为准
机身长度:3M (以设备为准)
机身宽度:1.7M (以设备为准)
机身高度:1.8M (以设备为准)
供需电源:220V
压缩空气:0.5~0.7MPa
生产节拍:500~650PCS/H
通讯系统:采用传输电缆,触摸屏,信号线或网线
配置多个开关及检测装置,确保稳定可靠

介子组装机的工艺流程,特别是针对转子介子组装的自动化与半自动化工作模式,可以详细阐述如下:
一、自动化工作模式(可串机自动化工作)
1、上料准备:
系统启动后,自动从上游生产线或物料库中获取转子、平垫、波垫等组装所需材料。
物料通过振动盘、传送带等自动化设备精准定位并输送至组装工位。
2、精准定位与识别:
利用机器视觉系统或传感器对转子、平垫、波垫等物料进行精准定位和识别,确保物料无误。
根据物料尺寸和类型,自动调整取放高度和角度,以适应不同规格的转子及机壳。
3、组装过程:
机械手或专用夹具抓取平垫、波垫等介子,精准放置于转子指定位置。
通过压力机或专用组装设备,将介子压入或嵌入转子中,确保组装牢固可靠。
组装过程中,系统会实时监测组装力度、位置等参数,确保组装质量。
4、检测与反馈:
组装完成后,利用传感器或机器视觉系统进行质量检测,确保介子组装无误。
如发现异常或不合格品,系统会立即触发报警,并停止当前操作,等待人工干预或自动调整。
5、下料与收集:
组装合格的转子通过传送带或机械臂自动输送至下游生产线或收集区。
不合格品则会被单独收集并处理。
二、半自动化工作模式(可单机人工上料工作)
1、人工上料:
操作人员将转子、平垫、波垫等物料手动放置于指定位置或上料区。
系统通过传感器或人工指令确认物料到位后,进入下一步操作。
2、精准定位与组装:
后续步骤与自动化工作模式相同,包括精准定位、组装过程、检测与反馈等。
3、人工干预与调整:
在组装过程中,如遇到特殊情况或需要调整参数时,操作人员可手动干预系统操作。
系统也会根据操作人员的指令进行相应调整,确保组装过程顺利进行。
三、共性与特点
1、快速更换模具:介子组装机设计有快速更换转子模、机壳模的功能,以适应不同规格和类型的转子及机壳。
2、高度调整灵活:针对高低不同的转子及机壳,系统能够快速调整取放高度,确保组装过程顺利进行。
3、程序稳定可靠:采用先进的控制系统和算法,确保程序稳定可靠,动作协调一致。
4、高精度效率高:通过精准定位、自动化组装和实时检测等技术手段,实现高精度的介子组装。
5、故障报警与显示:系统具备故障报警显示和声光报警功能,一旦发现异常或故障会立即通知操作人员进行处理。
综上所述,介子组装机的工艺流程结合了自动化与半自动化的优势,既保证了组装效率和质量又兼顾了灵活性和可操作性。

介子组装机的整体技术方案旨在实现效率高、灵活的转子介子自动化或半自动化组装过程,同时确保操作的精准性、稳定性以及故障预警功能。以下是一个概括性的技术方案框架:
1. 系统架构与功能定义
系统组成:介子组装机主要由上料系统、识别定位系统、取放机构、模具更换系统、高度调整机构、控制系统、报警显示系统以及人机界面(HMI)等部分组成。
工作模式:支持串联自动化生产线模式和单机人工上料模式,通过切换控制逻辑实现不同生产需求。
2. 上料系统
平垫/波垫上料:采用振动盘、直线送料器或气动抓取装置,根据平垫和波垫的形状、尺寸设计特定上料机构,确保稳定、连续供料。
3. 识别定位系统
高精度定位:使用激光传感器、机器视觉或高精度机械定位装置,对转子及机壳进行精准定位,确保介子组装的准确性。
自适应调整:针对高低不同的转子及机壳,设计快速调整机构。
4. 取放机构
多轴机器人或机械臂:采用多自由度机器人或高精度机械臂,配合气动夹爪等执行元件,实现介子的稳定抓取与精准放置。
柔性夹具:设计可快速更换的转子模和机壳模,使用标准接口,便于根据不同型号产品快速调整。
5. 控制系统
PLC控制:采用可编程逻辑控制器(PLC)作为核心控制单元,负责整个系统的逻辑控制、时序协调及故障检测。
伺服驱动:对关键运动部件采用伺服电机驱动,实现精准的位置控制和速度调节。
程序稳定性:开发稳定可靠的控制程序,确保各动作协调一致,提高生产效率。
6. 报警显示与声光报警
故障检测与报警:集成多种传感器,实时监测设备运行状态,一旦发现异常立即触发报警。
声光报警:当检测到故障时,通过声光报警装置提醒操作人员注意,并在HMI上显示具体故障信息。
7. 人机界面(HMI)
操作简便:设计直观易用的操作界面,支持参数设置、程序选择、故障诊断等功能。
实时监控:显示设备运行状态、生产数据、报警信息等,帮助操作人员实时监控生产过程。
8. 防护措施
防护措施:安装光栅、急停按钮等防护装置。
防尘防污设计:对关键部件进行防尘、防污处理,延长设备使用寿命。
综上所述,介子组装机的整体技术方案需综合考虑自动化程度、灵活性、精度、效率等多方面因素,以实现稳定的转子介子组装过程。

本机用于转子介子组装,可串机自动化工作,也可单机人工上料工作;针对各类型平垫,波垫上料结构,取放稳定;可快速更换转子模,机壳模。
针对高低不同转子及机壳,快速调整取放高度,程序稳定,动作协调可靠,精度高,效率高,故障报警显示,声光报警功能。






