
PRODUCT CENTER
产品中心

手 机:+86 13823531619
邮 箱:xhautomatic@foxmail.com
电 话:+86 0769-82222336
网 址:www.xhautomatic.com
地 址:东莞市寮步镇沿河北路7号松湖智谷产业园D2栋4楼
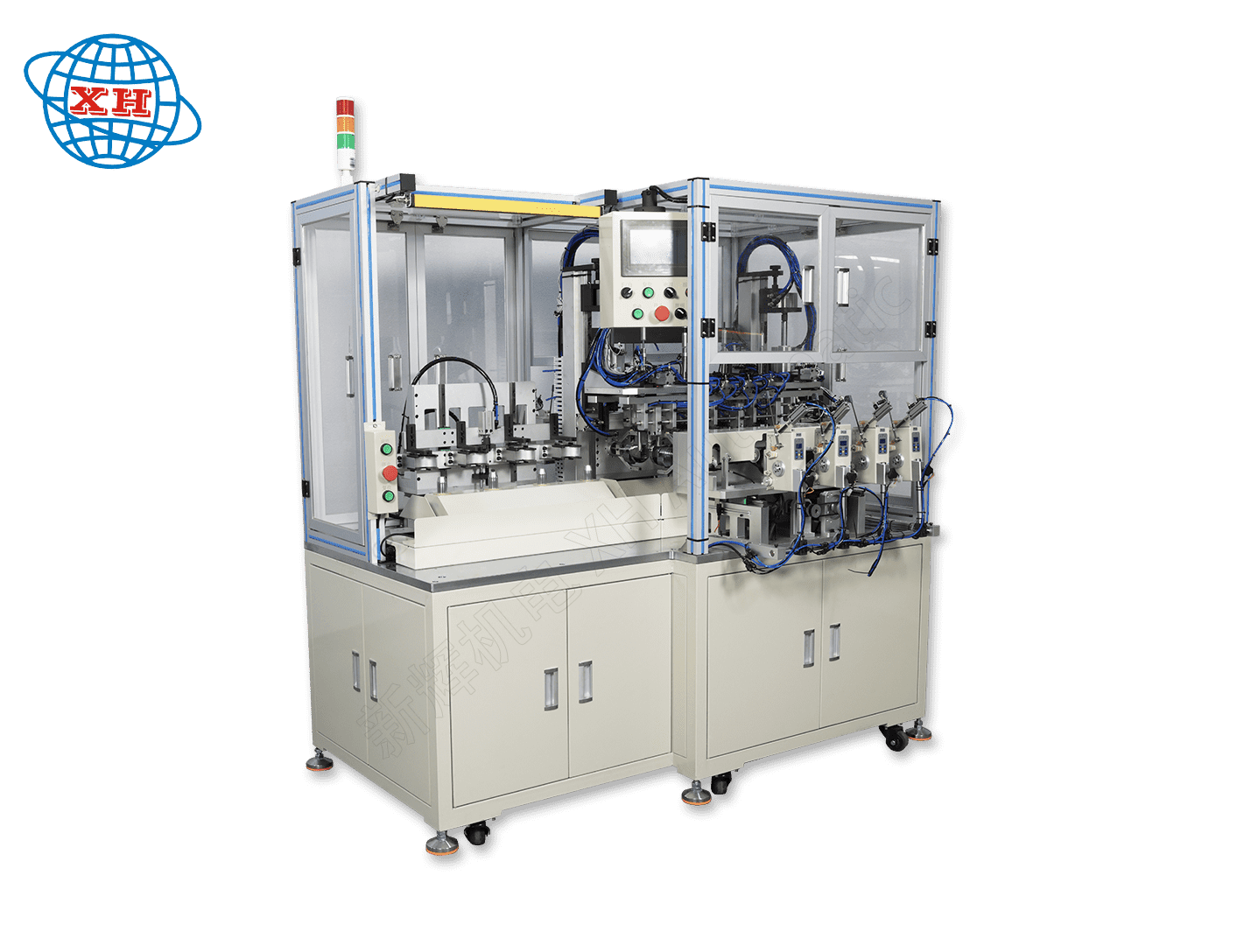

外形尺寸:1700x1260x1750mm(LxWxH)
输入电压:220V AC 50/60HZ
设备重量:约650KG
工作气压:0.4-0.7MPa
转子外径:Ф23-Ф53mm
转子叠厚:10-50mm
转子轴长:50-220mm
转子轴径:Ф3.2-Ф12mm
线径范围:0.08-0.4mm
飞叉转速:3500RPM,2800RPM(额定)
生产效率:10勾,10槽,1005匝,22秒/个

四工位双飞叉绕线机的工艺流程通常涉及多个自动化步骤。
1、工件准备与上料:
l 操作人员将待绕线的工件(如电机转子)放置在指定的上料位置。
l 机器可能配备有自动上料系统,通过机械手将工件送入工作区域(选配)
2、自动定位与对槽:
l 转子被自动送入后,机器通过传感器和定位装置对转子进行定位,确保绕线位置的准确性。
l 对于电机转子,这一步骤通常包括自动对槽,即将绕线头对准转子的槽口。
3、气动拉入绕线位:
工件定位完成后,气动装置(如气缸)将工件自动拉入绕线位置,准备开始绕线。
4、自动绕线:
l 绕线头(通常是双飞叉结构)在伺服电机或步进电机的驱动下,按照预设的程序和参数自动进行绕线。
l 双飞叉结构允许同时从两个方向进行绕线,提高了绕线效率。
5、转位与挂钩:
l 在绕线过程中,转子可能需要多次转位以完成不同槽口的绕线。
l 绕线完成后,机器会自动将绕线头挂钩,固定绕好的线圈。
6、自动夹线与退出:
l 绕线结束后,机器会使用夹线装置将线圈夹紧,防止松脱。
l 工件随后被自动退出绕线位置。
7、人工取下工件:
在当前转子完成绕线并退出后,操作人员手动取下转子,进行下一下工序。
8、循环作业:
机器会自动检测是否有新的转子待处理,如果有,则重复上述流程;如果没有,则可能进入待机状态或执行其他预设的维护任务。
需要注意的是,不同型号和规格的四工位双飞叉绕线机在工艺流程上可能会有所差异。

手动四工位双飞叉绕线机的整体技术方案涉及多个方面,包括结构设计、工作原理、技术特点以及应用优势等。以下是对该技术方案的综合概述:
一、结构设计
1. 机体与工作台
机体作为整个设备的支撑框架,稳固且耐用。
主工作台位于机体顶端,是绕线操作的主要平台。
副工作台可能用于辅助操作或放置待加工件。
2. 双飞叉结构
双飞叉绕线机采用独特的双飞叉设计,这是其核心优势之一。
每个飞叉都配备有独立的夹具,用于夹住线并引导其绕线。
3. 升降与移动机构
升降板、升降结构等部件用于调整工件或绕线工具的高度和位置,以适应不同的绕线需求。
移动组件(如导轨、移动座等)确保绕线过程中的灵活性和准确性。
4. 控制系统
采用PLC(可编程逻辑控制器),实现对绕线过程的控制。
控制系统集成有传感器、触摸屏等组件,用于实时监控和调整绕线参数。
1. 上料与定位
电机转子通过手动方式放置在工作台上,通过定位结构进行对位。
定位结构包括待料上下气缸、限位杆等部件,用于确保工件在绕线过程中的稳定性。
2. 绕线操作
双飞叉结构中的夹具夹住线,并引导其按照设定的轨迹绕线。
电机驱动线轴旋转,同时夹具自动移动,完成绕线过程。
3. 下料与换料
绕线完成后,夹具自动松开线,并回到初始位置等待下一次操作。
转子通过手动方式取下,并被另一组转子替换,以实现连续生产。
1. 效率高
双飞叉设计大幅提高了绕线效率,使得单位时间内的产量显著增加。
2. 精准性
精密的机械结构和先进的控制系统确保了绕线过程的准确性和一致性。
3. 灵活性
适用于多种材料和规格线的绕线需求,材料适应性广。
4. 自动化与智能化
高度自动化的工作方式降低了人工成本,提高了生产效率。
智能化的控制系统能够实时监控和调整绕线参数,确保绕线质量的稳定性。
1. 提高生产效率
效率高,精度高的绕线过程使得生产周期缩短,提高了整体生产效率。
2. 降低生产成本
自动化和智能化的生产方式降低了人工成本,同时减少了因人为因素导致的误差和浪费。
3. 提升产品质量
绕线过程和稳定的绕线质量有助于提升产品的整体性能和使用寿命。
4. 拓展应用领域
双飞叉小微型转子绕线机在电子、通信、汽车制造等多个领域都有着广泛的应用前景,为相关产业的发展提供了有力支持。

本机用于各种微电机转子钩式换向器绕线设备,此机是采用双飞叉同时绕线的方式,平衡性好,一 次性绕四个转子,大大的提高了绕线效率。
绕线时是自动拉线头、线尾,此机在四个转子同时绕线的时候,可再放入四个转子待绕线;一边绕线完毕取出后,边便可自动上料,如此反复。
长短转子高度可调参数设定简单,换钩角度转换方便,夹长短转子可调节通用,转型方便,快速更换绕线模具、夹具。手动、自动转换开关 (维修、换型之用)。






