
PRODUCT CENTER
产品中心

手 机:+86 13823531619
邮 箱:xhautomatic@foxmail.com
电 话:+86 0769-82222336
网 址:www.xhautomatic.com
地 址:东莞市寮步镇沿河北路7号松湖智谷产业园D2栋4楼
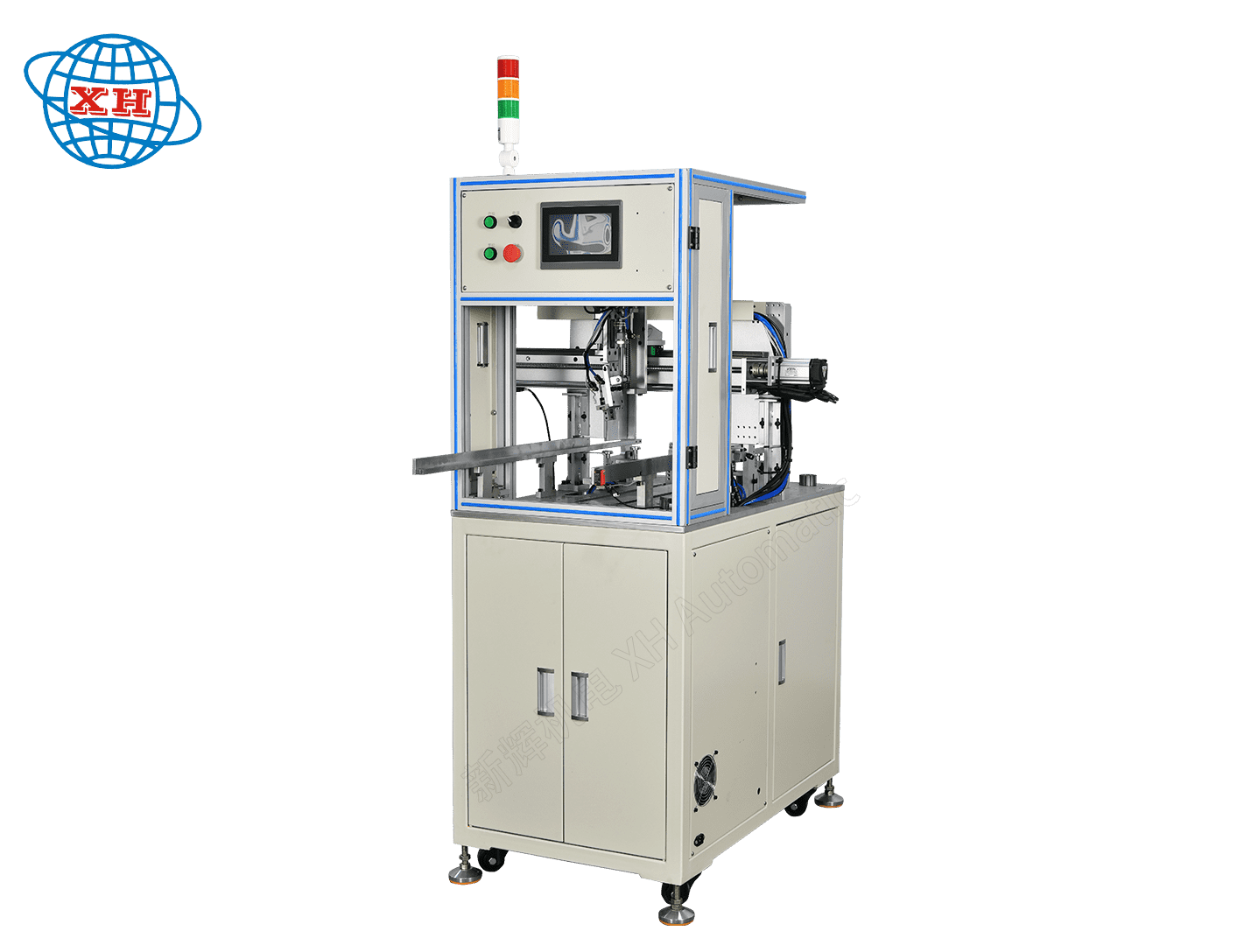

外形尺寸:1200x950x1800mm(主机)
输入电压:220V±10% 50/60HZ
设备重量:约 300KG
输入功率:4.0KW
工作气压:0.4-0.7MPa
下料效率:5秒/个 720个/H

自动收料机的工艺流程设计用于将生产线上的成品转子自动收集并整齐地排列在托盘上,以便于后续的存储或运输。以下是该工艺流程的一般步骤:
1、生产线输出:成品转子在生产线的末端完成所有加工工序后,被输送到自动收料机的输入端。
2、检测与定位:使用传感器检测转子的位置和状态,确保每个转子都能被准确地识别和定位。
3、转子分离:自动收料机通过机械臂、气动夹爪,从链条流水线上精准地抓取单个转子。
4、转子搬运:抓取转子后,机械臂或传送机构将转子搬运到指定的托盘位置。
5、转子排列:在搬运过程中,转子被按照预设的排列模式(如直线排列、网格排列等)放置在托盘上,确保整齐划一。
6、托盘定位:托盘在收料机下方移动或固定,以接收排列好的转子。托盘的位置可能通过传送带或其它自动化装置进行控制。
7、层间间隔:当一层转子排列完成后,托盘下降一定距离,为下一层转子的排列提供空间。
8、满盘检测:当托盘上的转子达到预定数量或托盘已满时,系统会检测到并停止放置转子,触发新的托盘输送到位。
9、托盘输出:满盘的转子通过自动化输送系统送出,进行后续的存储或运输。
10、空盘补给:同时,新的空托盘被输送到收料机下方,准备接收新的转子。
11、数据记录:整个过程中,系统会记录每个转子的信息和托盘的填充状态,以便于质量追踪和库存管理。
12、异常处理:在检测到异常情况(如转子缺失、损坏或排列错误)时,系统会自动报警并停止操作,等待人工干预或自动调整。
13、系统监控:操作人员可以通过人机界面监控自动收料机的工作状态,进行必要的操作和调整。
这个流程可以显著提高生产效率,减少人工操作,确保转子的整齐排列。

1、自动上料系统:通过自动化机械臂或气动夹爪从链条流水线上精准抓取转子,此过程可以通过传感系统辅助定位,确保抓取的准确性和可靠性。
2、视觉检测系统:在抓取转子之前,利用机器传感技术检测转子的位置和方向,确保每次抓取的准确性。
3、机械臂控制系统:机械臂的运动由PLC或运动控制器控制,通过编程设定特定的抓取和放置路径,实现自动化作业。
4、托盘定位系统:托盘通过自动化导轨系统移动到机械臂下方,定位系统确保托盘在正确的位置接收转子。
5、转子排列机制:机械臂将抓取的转子按照预设的排列模式放置在托盘上,可以通过设置不同的程序来调整排列模式,以适应不同的托盘尺寸和转子形状。
6、托盘满料检测:当托盘上的转子达到预定数量时,系统会自动检测并停止放置,触发新的托盘输送到位。
7、数据记录与管理系统:整个过程中,系统会记录每个转子的信息和托盘的填充状态,以便于质量追踪和库存管理。
8、异常处理系统:在检测到异常情况(如转子缺失、损坏或排列错误)时,系统会自动报警并停止操作,等待人工干预。
9、用户操作界面:提供友好的用户操作界面,使操作人员能够方便地进行系统设置、检测参数调整和结果查询。
10、系统集成:将自动收料机与生产线的其他自动化设备集成,如自动检测机、自动包装机等,实现整个生产流程的自动化。

本机是用于把转子从链条线上搬运到标准托盘里面的设备,两轴步进加上下轴气缸实现下料功能,设备性能稳定, 生产效率高, 达到国际同类机型水平。
快速更换工装, 操作简单, 方便可靠与链条线完成无人操作的自动化生产设备可放三个标准托盘。






