
PRODUCT CENTER
产品中心

手 机:+86 13823531619
邮 箱:xhautomatic@foxmail.com
电 话:+86 0769-82222336
网 址:www.xhautomatic.com
地 址:东莞市寮步镇沿河北路7号松湖智谷产业园D2栋4楼
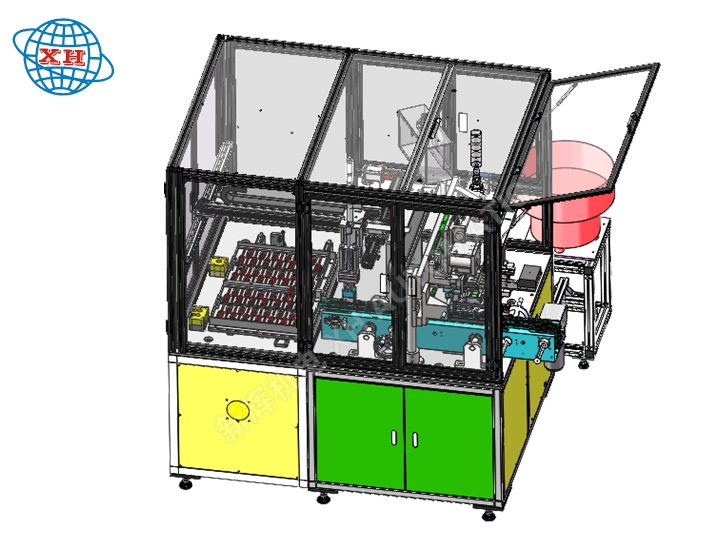

主机外形: 1750X1700X1800( LXWXH)
设备重量: 约500KG
输入功率: 1KW
输入电压:220V±10%, 50/60Hz
工作气压: 0.4~0.7MPa

自动压换向器机的工艺流程通常包括以下几个关键步骤:
1、上料:转子通常采用吸塑盒模组上料,换向器则通过振动盘上料。吸塑盒模组可以自动更换,提高生产效率。振动盘能够确保换向器有序地供应,为后续的压装工序提供连续的物料流。
2、定位与搬运:转子和换向器需要被精准地定位,以确保压装过程的精度。机械手被用来抓取转子和换向器,并将其放置到正确的位置。
3、压装:压装机构包括气缸控制的压装头,用于将换向器精准地压入转子的轴上。压装过程中,可能会使用压力传感器来检测贴合力,确保压装力度的准确性和产品质量。
4、检测:压装完成后,可能会进行自动检测以确保换向器正确地安装在转子上,并且没有损坏。
5、下料:完成压装的转子会被自动送到下一个工序,或者收集起来进行后续的包装和存储。
6、自动化生产线:整个工艺流程可以通过链条线体连接,实现自动化生产,无需人工操作。
7、快速更换工装:为了适应不同型号的转子和换向器,设备设计了快速更换工装的功能,以便于生产不同产品时能够迅速调整生产线。
8、操作控制:整个工艺流程可以通过PLC控制器和人机界面进行控制和监控,确保生产的稳定性和可靠性。
这种自动化设备的设计旨在提高生产效率,减少人工操作,确保产品质量的一致性,并适应不同产品的生产需求。

自动压换向器机的整体技术方案通常包括以下几个关键组成部分:
1、上料系统:转子通常采用吸塑盒模组上料,这种上料方式可以配合自动化设备实现快速上料。换向器则通过振动盘上料,振动盘能够将无序的换向器有序排列,以配合后续的压装工序。
2、定位与搬运机构:转子和换向器需要被精准地定位,以确保压装的精度。这通常通过机械手或气动吸盘来实现。
3、压装机构:压装机构是核心部分,通常采用气缸控制的压装头来实现换向器的精准压入。气缸的稳定性和精度直接影响压装质量。
4、检测系统:压装完成后,需要对压装好的转子进行检测,以确保其符合质量标准。
5、下料系统:完成压装的转子会被自动送到下一个工序,或者收集起来进行后续的包装和存储。
6、自动化生产线:整个工艺流程可以通过链条线体连接,实现自动化生产,无需人工操作。
7、快速更换工装:为了适应不同型号的转子和换向器,设备设计了快速更换工装的功能。
8、操作控制系统:整个工艺流程可以通过PLC控制器和人机界面进行控制和监控,确保生产的稳定性和可靠性。
9、防护保障:自动化设备通常配备有防护机制,以防止误操作和保护操作人员全。
10、数据记录与追溯:系统可以记录生产数据,实现产品追溯和质量控制。
11、维护与故障诊断:自动化设备应具备故障自诊断功能,便于快速发现和解决问题。
在设计整体技术方案时,还需要考虑设备的可扩展性、兼容性以及未来可能的技术升级。

本机是用于各种微电机转子换向器,压入采用气缸控制。设备性能稳定, 生产效率高,转子采用吸塑盒模组上料,换向器采用振动盘上料。快速更换工装, 操作简单, 方便可靠。配置链条线体完成无人操作的自动化生产设备。






