
NEWS CENTER
Тќ░жЌ╗СИГт┐Ѓ

ТЅІ Тю║№╝џ+86 13823531619
жѓ« у«▒№╝џxhautomatic@foxmail.com
ућх У»Ю№╝џ+86 0769-82222336
уйЉ тЮђ№╝џwww.xhautomatic.com
тю░ тЮђ№╝џСИюУјътИѓт»«ТГЦжЋЄТ▓┐Т▓│тїЌУи»7тЈиТЮЙТ╣ќТЎ║У░иС║ДСИџтЏГD2ТаІ4ТЦ╝
жЕгУЙЙућхТю║УйгтГљ№╝ѕтЇЋтиЦСйЇ№╝Ѕуѓ╣уёіТю║ТюЅтЊфС║ЏтИИУДЂуџёТю║Тб░ТЋЁжџютЈіУДБтє│Тќ╣ТАѕ№╝Ъ
жЕгУЙЙућхТю║УйгтГљ№╝ѕтЇЋтиЦСйЇ№╝Ѕуѓ╣уёіТю║тюеТЊЇСйюУ┐ЄуеІСИГтЈ»УЃйС╝џжЂЄтѕ░уџёСИђС║ЏтИИУДЂТю║Тб░ТЋЁжџютЈітЁХУДБтє│Тќ╣ТАѕтдѓСИІ№╝џ
1сђЂтјІТјЦСИЇу┤Д№╝џ
тјЪтЏа№╝џтЈ»УЃйТў»тјІТјЦТю║уџётЅЇтљјТїАТЮ┐У░ЃУіѓСИЇтЄє№╝їТѕќтјІТјЦТю║ТъётЄ║уј░С║єжЌ«жбўсђѓ
УДБтє│Тќ╣ТАѕ№╝џТБђТЪЦтјІТјЦТю║уџётЅЇтљјТїАТЮ┐Тў»тљдТГБуА«№╝їтљїТЌХТБђТЪЦтјІТјЦТю║уџётјІТјЦТю║ТъёТў»тљдТЮЙтіеТѕќтЈўтйбсђѓ
2сђЂуФ»тГљтјІжћЎСйЇ№╝џ
тјЪтЏа№╝џуФ»тГљтц╣тГљтцфТЮЙТѕќтјІтіЏСИЇтцЪ№╝їС╣ЪтЈ»УЃйТў»жђЂу║┐Тю║уџёУЙЊжђЂжђЪт║дУ┐Єт┐Фсђѓ
УДБтє│Тќ╣ТАѕ№╝џТБђТЪЦуФ»тГљтц╣тГљуџёу┤ДтЏ║ТЃЁтєх№╝їУ░ЃТЋ┤тјІтіЏтњїтЇЄжЎЇжФўт║д№╝їтљїТЌХУ░ЃТЋ┤жђЂу║┐Тю║уџёУЙЊжђЂжђЪт║дсђѓ
3сђЂтѕЄтЈБтцфжЋ┐ТѕќтцфуЪГ№╝џ
тјЪтЏа№╝џтѕђтЁиуБеТЇЪТѕќСИЇТГБуА«№╝їт»╝УЄ┤тѕђтЈБуџётѕЄтЅіжЋ┐т║дСИЇугдтљѕУдЂТ▒ѓсђѓ
УДБтє│Тќ╣ТАѕ№╝џт»╣тѕЄтЈБУ┐ЏУАїТБђТЪЦ№╝їТЏ┤ТЇбтѕЄтЈБтњїтѕЄтЅ▓тиЦтЁисђѓ
4сђЂТ░ћтјІТЋЁжџю№╝џ
тјЪтЏа№╝џтјІТјЦТю║тюетиЦСйюТЌХжюђУдЂТ░ћтјІжЕ▒тіе№╝їтдѓТъютЄ║уј░Т░ћтјІСИЇУХ│ТѕќТЌаТ│ЋУЙЙтѕ░УдЂТ▒ѓуџёТЋЁжџюсђѓ
УДБтє│Тќ╣ТАѕ№╝џТБђТЪЦтјІу╝ЕуЕ║Т░ћуџётјІтіЏтњїТ░ћУи»уџёуЋЁжђџТЃЁтєхсђѓ
5сђЂТ░ћтіетЁЃС╗ХТЋЁжџю№╝џ
тјЪтЏа№╝џтјІТјЦТю║СИГуџёТ░ћтіетЁЃС╗ХтдѓТ░ћу╝ИуГЅтЈ»УЃйС╝џтЄ║уј░ТЇЪтЮЈТѕќтЇАСйЈуј░У▒Асђѓ
УДБтє│Тќ╣ТАѕ№╝џТБђТЪЦТ░ћтіетЁЃС╗ХТў»тљдтГўтюет╝ѓтЊЇТѕќТ░ћу╝ИТЌЁуеІСйјжђЪуГЅуј░У▒А№╝їтдѓТъютГўтюежЌ«жбў№╝їтЈіТЌХТЏ┤ТЇбТѕќу╗┤С┐«сђѓ
6сђЂуёіТјЦТЌХтЄ║уј░СИЇт║ћТюЅуџёжБъТ║Ё№╝џ
тјЪтЏа№╝џтЈ»УЃйТў»ућхТъЂтц┤Т░ДтїќСИЦжЄЇ№╝їуёіТјЦтиЦС╗ХСИЦжЄЇжћѕУџђТјЦУДдСИЇУЅ»№╝їУ░ЃУіѓт╝ђтЁ│ТАБСйЇУ┐ЄжФў№╝їТѕќућхТъЂтјІтіЏтцфт░Ј№╝їуёіТјЦуеІт║ЈСИЇТГБуА«сђѓ
УДБтє│Тќ╣ТАѕ№╝џТБђТЪЦућхТъЂтц┤Тў»тљдТ░ДтїќСИЦжЄЇ№╝їуёіТјЦтиЦС╗ХТў»тљдСИЦжЄЇжћѕУџђТјЦУДдСИЇУЅ»№╝їТБђТЪЦУ░ЃУіѓт╝ђтЁ│ТАБСйЇТў»тљдУ┐ЄжФў№╝їТБђТЪЦућхТъЂтјІтіЏТў»тљдтцфт░Ј№╝їуёіТјЦуеІт║ЈТў»тљдТГБуА«сђѓ
7сђЂуёіуѓ╣тјІуЌЋСИЦжЄЇт╣ХТюЅТїцтЄ║уЅЕ№╝џ
тјЪтЏа№╝џтЈ»УЃйТў»ућхТхЂУ┐ЄтцД№╝їуёіТјЦтиЦС╗ХТюЅтЄ╣тЄИСИЇт╣│№╝їТѕќућхТъЂтјІтіЏУ┐ЄтцД№╝їућхТъЂтц┤тйбуіХсђЂТѕфжЮбСИЇтљѕжђѓсђѓ
УДБтє│Тќ╣ТАѕ№╝џТБђТЪЦућхТхЂТў»тљдУ┐ЄтцД№╝їТБђТЪЦуёіТјЦтиЦС╗ХТў»тљдТюЅтЄ╣тЄИСИЇт╣│№╝їТБђТЪЦућхТъЂтјІтіЏТў»тљдУ┐ЄтцД№╝їућхТъЂтц┤тйбуіХсђЂТѕфжЮбТў»тљдтљѕжђѓсђѓ
С╗ЦСИіТў»жЕгУЙЙућхТю║УйгтГљ№╝ѕтЇЋтиЦСйЇ№╝Ѕуѓ╣уёіТю║тюеуёіТјЦТЇбтљЉтЎежњЕуџёУ┐ЄуеІСИГтЈ»УЃйжЂЄтѕ░уџёСИђС║ЏтИИУДЂТю║Тб░ТЋЁжџютЈітЁХУДБтє│Тќ╣ТАѕсђѓтюет«ъжЎЁТЊЇСйюСИГ№╝їт║ћТа╣ТЇ«тЁиСйЊТЃЁтєхУ┐ЏУАїТЋЁжџюУ»іТќГтњїтцёуљєсђѓ
Рђ╗ тдѓжђџУ┐ЄС╗ЦСИіТќ╣т╝ЈТќ╣Т│ЋС╗ЇуёХТЌаТ│ЋУДБтє│У»ЦУ«ЙтцЄТЋЁжџю№╝їУ»ижђџУ┐ЄжАхжЮбУЂітцЕтиЦтЁиУЂћу│╗Тќ░УЙЅТю║ућхУ«ЙтцЄТюЅжЎљтЁгтЈИТіђТю»СИЊтЉўт»╗Т▒ѓтИ«тіЕсђѓ
ТАѕСЙІ№╝џ
ТАѕСЙІТЈЈУ┐░№╝џ
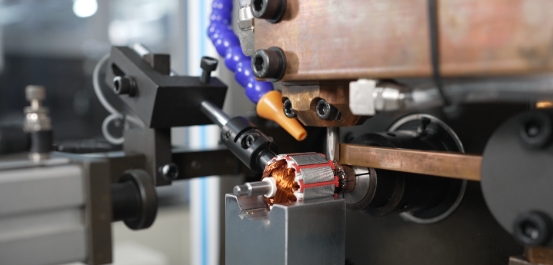
тюеСй┐ућеуѓ╣уёіТю║У┐ЏУАїућхТю║УйгтГљуёіТјЦСйюСИџТЌХ№╝їжЂЄтѕ░С║єуёіТјЦУ┤ежЄЈСИЇуе│т«џуџёжЌ«жбў№╝їтЁиСйЊУАеуј░СИ║уёіуѓ╣т╝║т║дСИЇУХ│тњїуёіТјЦжБъТ║Ёсђѓ
ТЋЁжџюуј░У▒А№╝џ
l уёіуѓ╣т╝║т║дСИЇУХ│№╝џуёіТјЦтљјуџёућхТю║УйгтГљуёіуѓ╣т╝║т║дСИЇУЙЙТаЄ№╝їтй▒тЊЇућхТю║ТђДУЃйсђѓ
l уёіТјЦжБъТ║Ё№╝џуёіТјЦУ┐ЄуеІСИГтЄ║уј░СИЇт║ћТюЅуџёжБъТ║Ё№╝їт»╝УЄ┤тиЦСйюуј»тбЃТЂХтіБтњїТЮљТќЎТхфУ┤╣сђѓ
ТЋЁжџютјЪтЏатѕєТъљ№╝џ
l уёіТјЦтЈѓТЋ░СИЇтљѕжђѓ№╝џтЈ»УЃйТў»ућ▒С║јуѓ╣уёітЈѓТЋ░У«Йуй«СИЇтйЊ№╝їтдѓућхТхЂУ┐ЄтцДсђЂуёіТјЦжђЪт║дУ┐Єт┐ФТѕќућхТъЂтјІтіЏСИЇУХ│сђѓ
l ућхТъЂТѕќТ»ЇТЮљУАежЮбСИЇТИЁТ┤Ђ№╝џућхТъЂТѕќТ»ЇТЮљУАежЮбтГўтюеТ▒АтъбТѕќжћѕУџђ№╝їт»╝УЄ┤ТјЦУДдСИЇУЅ»сђѓ
l ућхТъЂтйбуіХСИЇУЅ»№╝џућхТъЂуБеТЇЪТѕќтйбуіХСИЇжђѓтљѕтйЊтЅЇуџёуёіТјЦСйюСИџ№╝їт»╝УЄ┤уёіТјЦСИЇуе│т«џсђѓ
УДБтє│Тќ╣ТАѕ№╝џ
l У░ЃТЋ┤уѓ╣уёітиЦУЅ║тЈѓТЋ░№╝џТа╣ТЇ«ТЮљТќЎуЅ╣ТђДтњїуёіТјЦУдЂТ▒ѓ№╝їжЄЇТќ░У░ЃТЋ┤уёіТјЦућхТхЂсђЂуёіТјЦТЌХжЌ┤тњїућхТъЂтјІтіЏ№╝їС╗ЦУјитЙЌуе│т«џуџёуёіТјЦТЋѕТъюсђѓ
l ТИЁуљєућхТъЂтњїТ»ЇТЮљУАежЮб№╝џтюеуёіТјЦтЅЇтй╗т║ЋТИЁуљєућхТъЂтњїТ»ЇТЮљУАежЮб№╝їтј╗жЎцТ▓╣Т▒АтњїжћѕУџђ№╝їуА«С┐ЮУЅ»тЦйуџёућхТ░ћТјЦУДдсђѓ
l С┐«ТЋ┤ућхТъЂтц┤уФ»жЮб№╝џт«џТюЪТБђТЪЦтњїС┐«ТЋ┤ућхТъЂтц┤уФ»жЮб№╝їуА«С┐ЮтЁХтйбуіХжђѓтљѕуёіТјЦСйюСИџ№╝їтЄЈт░ЉжБъТ║Ёсђѓ
l Тћ╣У┐ЏућхТъЂтйбуіХ№╝џТа╣ТЇ«уёіТјЦСйюСИџуџёжюђУдЂ№╝їТћ╣У┐ЏућхТъЂтйбуіХ№╝їС╗ЦтЄЈт░ЉуёіТјЦжБъТ║Ёсђѓ
жђџУ┐ЄСИіУ┐░УДБтє│Тќ╣ТАѕ№╝їтЈ»С╗ЦТюЅТЋѕТЈљжФўућхТю║УйгтГљуѓ╣уёіТю║уџёуёіТјЦУ┤ежЄЈ№╝їтЄЈт░ЉжБъТ║Ё№╝їуА«С┐ЮућхТю║ТђДУЃйтњїућЪС║ДТЋѕујЄсђѓ




