
PRODUCT CENTER
产品中心

手 机:+86 13823531619
邮 箱:xhautomatic@foxmail.com
电 话:+86 0769-82222336
网 址:www.xhautomatic.com
地 址:东莞市寮步镇沿河北路7号松湖智谷产业园D2栋4楼
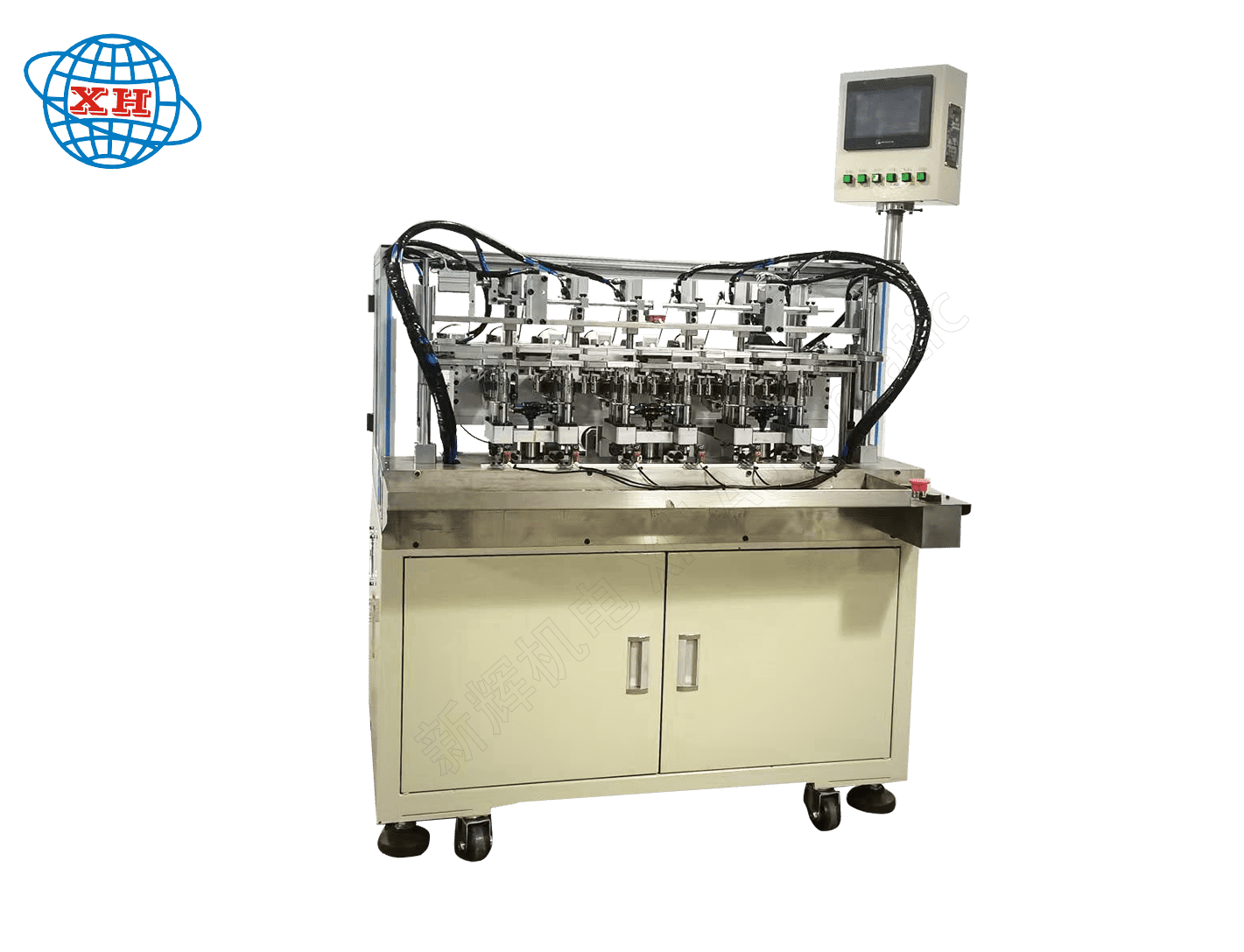

产品规格/范围:以客户提供产品为准
机身长度:1.05M(以设备为准)
机身宽度:1.15M(以设备为准)
机身高度:1.15M(以设备为准)
供需电源:220V
压缩空气:0.5-0.7Mpa
生产节拍:300-400PCS/H
通讯系统:采用传输电缆,触摸屏,信号线或网线
配置多个开关及检测装置,确保稳定可靠

六工位无刷外绕线机是一种自动化设备,主要用于无刷电机的绕线工艺。以下是该设备的工艺流程:
1、上料:首先,操作人员将定子铁芯放置到绕线机的指定位置。
2、绕线:绕线机自动进行绕线,根据预定的程序和绕线模具,漆包线被缠绕到定子铁芯上。绕线速度高,保证了生产效率 。
3、挂钩:绕线完成后,线头被自动挂钩,以便于后续的焊接或连接。
4、夹扯断线:多余的线头通过自动夹扯机构被切断。
5、模具更换:可以快速换装绕线模具,适应不同规格的定子生产。
6、张力控制:配合三段张力控制器,使绕线工艺可灵活设置,保证绕线质量。
7、人机交互:通过人机界面进行操作和监控,使设备操作简便。
8、运行方式:设备支持多种运行方式,包括手动、半自动和全自动模式。
9、故障报警:设备具备故障报警显示功能,当生产过程中出现异常时,系统会及时提示。
10、声光报警:在故障发生时,除了显示屏报警,还会有声光报警功能,提醒操作人员注意。
11、气动元件:设备使用台湾原装亚德客气缸等气动元件,确保动作的协调可靠。
12、下料:完成绕线的定子被自动送出,进行后续的工序。
13、人工上下料:虽然设备自动化程度高,但仍需人工进行上下料,并带有夹剪线功能。
整体而言,六工位无刷外绕线机通过自动化和精密控制,提高了生产效率和产品质量,同时降低了人工成本和操作复杂性 。

六工位无刷外绕线机的整体技术方案是为无刷电机绕线工艺设计的自动化解决方案。它能够自动完成绕线、挂钩、夹扯断线等操作,具有高绕线速度和多种绕线方式的适应性。以下是该设备的整体技术方案:
1、自动化控制系统:
采用PLC作为控制系统的核心,确保程序的稳定性和动作的协调性。
通过人机界面(HMI)进行操作和监控,使得设备操作简便,参数设置灵活。
2、伺服电机应用:
使用伺服电机驱动,实现精准的绕线控制和高速响应。
3、快速换模系统:
设计了快速换装绕线模具的机构,以适应不同规格的定子生产。
4、多工位设计:
六工位设计,允许同时处理多个定子,提高了生产效率。
5、张力控制:
配合三段张力控制器,使绕线工艺可灵活设置,保证线圈张力均匀。
6、故障报警与防护联锁:
设备具备故障报警显示和声光报警功能,及时提醒操作人员注意。
联锁保护装置确保在任何异常情况下设备能够停止。
7、气动元件:
使用气缸等高品质气动元件,确保动作的协调可靠。
8、模块化设计:
设备采用模块化设计,便于维护和升级。
9、数据记录与分析:
设备能够记录生产数据,便于后续的质量管理和工艺改进。
10、人工上下料:
保留人工上下料的环节,结合夹剪线功能的自动化。
11、技术参数:
电源需求、气压、生产节拍等技术参数根据实际设备而定。
12、防护措施:
安装光栅、急停按钮等防护装置,保护操作人员。
通过这些技术方案的实施,六工位无刷外绕线机能够实现自动化生产,提高生产效率和产品质量,同时降低人工成本和操作复杂性。

本机用于无刷电机绕线设备,自动完成绕线,挂钩,夹扯断线,绕线速度高,可快速换装绕线模具,适用于多种绕线方式,程序稳定,联锁保护设备,动作协调可靠,效率高。
配合人机界面和三段张力控制器,使绕线工艺可灵活设置,有多种运行方式,故障报警显示,声光报警功能,人工上下料带夹剪线功能的自动化生产设备。






